
American machinist Magazine August 30 1884. Vol 7 No 35.
A JOURNAL FOR MACHINISTS, ENGINEERS, FOUNDERS, BOILER MAKERS,
PATTERN MAKERS AND BLACKSMITHS.
COPYRIGHT, 1884, BY AxzRIOAN MACHINIST PUBLISHING COMPANY. For
Sale Everywhere by Now/dealer/.
ENTERED AT POST Orrion, NEW YORK, AS SECOND CLASS MATTER.
VOL. 7, No. 35.
WEEKLY.
NEW YORK, AUGUST 30, 1884.
$2.50 per Annum.
SINGLE COPIES, 6 CENTS.
A JOURNAL FOR MACHINISTS, ENGINEERS, FOUNDERS, BOILER MAKERS,
PATTERN MAKERS AND BLACKSMITHS.
VOL. 7, No. 35. NEW YORK, AUGUST 30, 1884. $2.50 per Annum.
WEEKLY. SINGLE COPIES, 5 CENTS.
COPYRIGHT, 1894, BY AMERICAN MACHINIST PUBL1SHING COMPANY.
For Sale Everywhere by Newsdealers.
ENTERED AT P09T OFFICE, NEW YORK, AS SECOND CLASS MATTER.
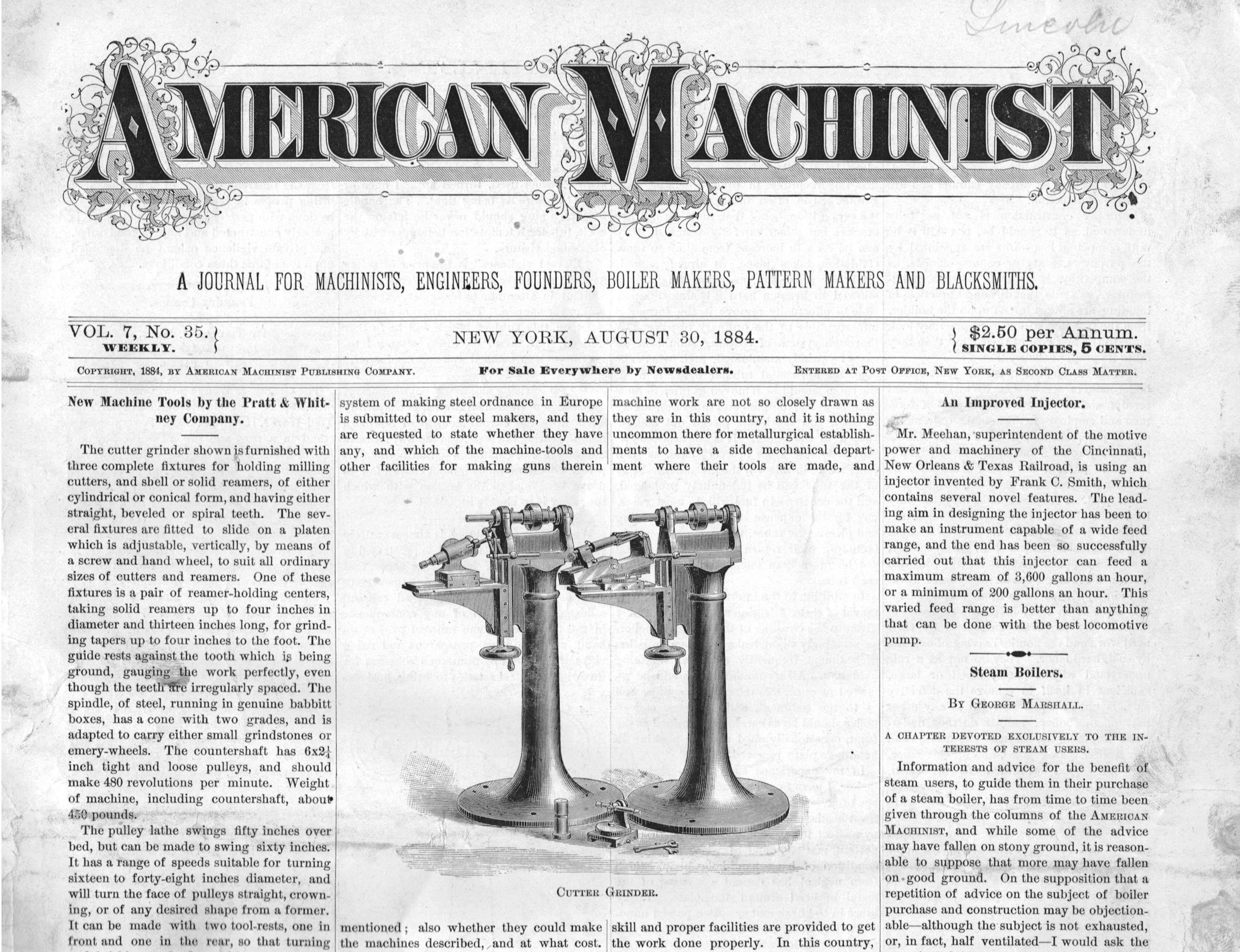
New Machine Tools by the Pratt & Whitney Company.
The cutter grinder shown is furnished with three complete fixtures for holding
milling cutters,
and shell or solid reamers, of either cylindrical or conical form, and having either
straight,
beveled or spiral teeth. The several fixtures are fitted to slide on a platen which is
adjustable,
vertically, by means of a screw and hand wheel, to suit all ordinary sizes of cutters
and reamers.
One of these fixtures is a pair of reamer-holding centers, taking solid reamers up to
four inches
in diameter and thirteen inches long, for grinding tapers up to four inches to the
foot.
The guide rests against the tooth which ig being ground, gauging the work
perfectly, even though
the teetli Ve irregularly spaced. The spindle, of steel, running in genuine babbitt
boxes, has a cone
with two grades, and is adapted to carry either small grindstones or emery-wheels.
The countershaft
has 6x24 inch tight and loose pulleys, and should make 480 revolutions per
minute. Weight of machine,
including countershaft, about 40 pounds.
The pulley lathe swings fifty inches over bed, but can be made to swing sixty
inches. It has a range of speeds
suitable for turning sixteen to forty-eight inches diameter, and will turn the face of
pulleys straight,
crowning, or of any desired shape from a former. It can be made with two tool-rests,
one in front and one in the
rear, so that turning and finishing can be done with one operation. The tool-rests
have self-acting feed of
twenty-two inches in all directions. The foot-block is fitted with revolving spindle
and
independent driving gear, with suitable boring speeds, so that the machine can
turn and bore simultaneously. The
foot - block i s moved along the bed by rack and pinion, and can be secured at any
point.
The bed is eleven feet six inches long, and weighs 14,000 pounds.
For squaring up columns, the ways for head stock may be lengthened, and
provision made for moving head and
securing it at apy point on them. A tool-holder, with self---acting feed, for facing
hub is fur- ned when
desired.
Speed of countershaft for head, "ighteen by five-inch tight and loose pulleys,,1 0
revolutions per minute.
Spe& Hof countershaft for foot-block, sixteen by four and a-halfinch tight and loose
pulleys, 120 revolutions
per minute.
.PULLEY LATHE.
The pulley lathe swings fifty inches over bed, but can be made to swing sixty
inches. It has a range
of speeds suitable for turning sixteen to forty-eight inches diameter, and will turn
the face of
pulleys straight, crowning, or of any desired shape from it former. It can be made
with two tool-rests,
one in front and one in I Inc I,ar, so that turning system of making steel ordnance in
Europe is
submitted to our steel makers, and they are requested to state whether they have
any, and which of
the machine-tools and other facilities for making guns therein
machine work are not so closely drawn as they are in this country, and it is nothing
uncommon there
for metallurgical establishments to have a side mechanical department where their
tools are made,
and
,An Improved Injector.
'Mr. Meehan, -superintendent of the motive power and machinery of the Cincinnati,
New Orleans & Texas Railroad, is using an injector invented by Frank C. Smith,
which contains
several novel features. The leading aim in designing the injector has been to make
an instrument
capable of a wide feed range, and the end has been so successfully carried out
that this injector
can feed it maximum stream of 3,600 gallons an hour, or a minimum of 200
gallons an hour.
This varied feed range is better than anything that can be done with the best
locomotive pump.
Steam Boilers.
By GEORGE MARSHALL.
A CHAPTER DEVOTED EXCLUSIVELY TO THE IN-
TERESTS OF STEAM USERS.
Information and advice for the benefit of steam users, to guide them in their
purchase of a steam boiler, has from time to time been given through the columns
of the AMERICAN MACHINIST, and while some of the advice may have fallen on
stony ground, it is reasonable to suppose that more may have fallen on. good
ground. On the supposition that a repetition of advice on the subject of boiler
purchase and construction may be objectionable—although the subject is not
exhausted, or, in fact, half ventilated—I would ask the
.
CUTTER GRINDER.
mentioned; also whether they could make skill and proper facilities are provided to
get the machines described, and at what cost, the work done properly. In this
country,
CUTTER GRINDER.
of wachine, including countershaft, aboub
4f0 pounds.
The Pulkey lathe swings fifty inches over bed, but can be made to swing sixty
inches.
It has it range of speeds suitable for turning sixteen to forty-eight inches dlisuneter,
and will turn the face of pulleys st might, crowning, or of any desired shape front it
former.
It can be Houle with two tool-rests, one in front anal we in the rear, so that turning
and finishing
can hi done with one operation. 'file tool-nwls havesclf-acting feed of twentytwu
inches in all directions.
The foot-block is lifted with revolving spindle and
independent driving gear, wit 11 suitable boring speeds, so that the machine can
turn and bore simultaneously.
The foot-block is moved along the bed by rack and pinion, and can be secured at
any point.
The bed is eleven feet six inches long, and weighs 14,000 pounds.
For squaring up columns, the ways for head stock may be lengthened, and
provision made for moving head and
securing it at any point on them. A tool-holder, with self-acting feed, for facing hub
is furnished when desired.
Spced of countershaft for head•
eighteen by five-inch tight and loose pulleys -k4,0 revolutions per minute.
Speelof countershaft for foot-block, sixteen by four and a-halfinch tight and loose
pulleys, 120 revolutions per minute.
inquiries on Making Steel Ordnance. The committee appointed by the United
States Senate to inquire into the facilities of our private manufacturing
establishments for producing
heavy steel ordnance has got to work. They have sent out circulars to
manufacturers which call for
information on the leading points. The answers are required to bring out the
capacity of our principal
iron works, and the quality of steel they are able t produce, to what tests it has
been subjectM, and by
whom the tests were made. The report of the Gun Foundry Board, which recently
inquired into the
mentioned; also whether they could make the machines described, and at what
cost. They are asked to give
their experience in the use of steam-hammers and hydraulic forging presses, and
their impressions of the
relative value of the two systems in doing heavy iron or steel work; also as to the
merits of compressing
the liquid metal in the mould immediately after it has been cast by means of the
hydraulic press.
The committee has held one meeting in the Fifth Avenue Hotel, New York. They
now intend visiting the leading
iron works and inspecting the processes they wish to learn something about. So far
as building the special
tools needed to manufacture modern steel ordnance is concerned we can inform
the committee that the steel makers
are not the proper parties to do that work. In Europe the lines of specialties in
doingskill and proper
facilities are provided to get the work done properly. In this country, however, first
class establishments are
devoted entirely to the line they make their specialty, and works that produce good
steel
ingots do not trouble themselves with machine making. That is left to first-class
machine-making works,
which are numerous and perfectly competent to produce in the best style any
machine ever devised for industrial
purposes. To good machine tool makers the Senate Committee had then better
apply for information,
if they wish to learn accurately the cost of any special machine that the country
may need to employ in
making steel ordnance.
cUTTER GRINDER.
mentioned; also whether they could make skill and proper facilities are provided to
get the machines described,
; and at what cost, the work done properly. In this country,
Steam boilers (Adams)—
working pressure, if under periodical inspection= ultimate strength, if not under
independent inspection J do.of a steam boiler, has from time to time been given
through the columns of the
AMERICAN MAORINIST, and while some of the advice may have fallen on stony
ground, it is reasonable to suppose
that more may have fallen on-good ground. On the supposition that a repetition of
advice on the subject of boiler
purchase and construction may be objectionable—although the subject is not
exhausted, or, in fact,
half ventilated—I would ask the attention of the steam user to a consideration of
the fact that from the moment a
boiler is put in use until its condemnation,
it is constantly depreciating in value and
strength, and is becoming more and
more, not alone an object of weak-
ness, but an element of danger. As
the newspapers from time to time
contain full accounts of disasters
caused by boiler explosions, the
writer need not be considered an
alarmist if, in his feeble way, he
points out as he understands% them
the causes and preventives of boiler
explosions.
Boilers explo~e only from over-
pressure. There is no mystery about
it. The theories of powerful gases
generated or caused by the abseil
of air; the power and danger of
"wedge" formed from steam gen-
eration or surface coating of water,
and many other ideas of this kind
to envelop the causes of boiler ex-
plosions, all have their believers;
but it is not this class of people for
whom this article is written, but
for those only who look for a natural solution of those disasters, the effects of which
have carried grief into
so many homes and financial disaster to many whose entire capital was invested in
their boiler, engine,
and machinery—the savings of a lifetime destroyed in a moment. By over-pressure
it must not be understood
that a pressure is meant so far removed from the average working pressure of the
boiler, as it is the
pressure employed over and above what the boiler was capable of carrying at the
time of the disaster.
This may be caused by improper construction on the part of the builder, improper
method of repairing
when repairs were resorted to, or a deterioration in
Steam Boilers.
By GEORGE MARSHALL.
A CHAPTER DEVOTED EXCLUSIVELY TO THE INTeRESTS OF STEAM USERS.
Information and advice for the benefit of, steam users, to guide them in their
purchase of a steam boiler, has
from time to time been given through the columns of the AMERICAN MACHINIST,
and while some of the advice may
have fallen on stony ground, it is reasonable to suppose that more may have fallen
on good ground. On the
supposition that a repetition of advice on the subject of boiler purchase and
construction may be
objectionable—although the subject is not exhausted, or, in fact, half ventilated—I
would ask the
PULLEY LATHE.
steel ordnance.
Steam boilers (Adams)—working pressure, if under periodical inspection= ultimate
strength, if not under
independent inspection 1 do.of a steam boiler, has from time to time been given
through the columns of the
AMERICAN MACHINIST, and while some of the advice may have fallen on stony
ground, it is reasonable to suppose
that more may have fallen on-good ground. On the supposition that a repetition of
advice on the subject of
boiler purchase and construction may be objectionable—although the subject is
not exhausted, or, in fact, half
ventilated—I would ask the attention of the steam user to a consideration of the
fact that from the moment a
boiler is put in use until its condemnation, it is con-
stantly depreciating in value and
strength, and is becoming more and
more, not alone an object of weak-
ness, but an element of danger. As
the newspapers from time to time
contain full accounts of disasters
caused by boiler explosions, the
writer need not be considered an
alarmist if, in his feeble way, he
points out as he understands. them
the causes and preventives of boiler
explosions.
Boilers explo~e only from overpressure. There is no mystery about it. The theories
of powerful gases generated
or caused by the absence of air; the power and danger of a' "wedge" formed from
steam generation or surface
coating of water,
= and many other ideas of this kind
•_= to envelop the causes of boiler ex-
: plosions, all have their believers;
but it is not this class of people for
whom this article is written, but
for those only who look for a natural solution of those disasters, the effects of which
have carried grief into
so many homes and financial disaster to many whose entire capital was invested in
their boiler, engine, and
machinery—the savings of a lifetime destroyed in a moment. By over-pressure it
must not be understood that a
pressure is meant so far removed from the average working pressure of the boiler, as
it is the pressure employed
over and above what the boiler was capable of carrying at the time of the disaster.
This may be caused by
improper construction on the part of the builder, improper method of repairing
when repairs were resorted to, or
a deterioration in
.PULLEY LATHE.
of machine, including countershaft, aboutr 4b 2 poundsThe pulley lathe swings
fifty inches over bed, but can be made to swing sixty inches. It has a range of
speeds
suitable for turning sixteen to forty-eight inches diameter, and will turn the face of
pulleys straight,
crowning, or of any desired shape from a former. It can be made with two tool-rests,
one in front and one in the
rear, so that turning and finishing can be done with one operation. The tool-rests
have self-acting feed of
twenty-two inches in all directions. The foot-block is fitted with revolving spindle
and
independent driving gear, with suitable boring speeds, so that the machine can
turn and bore simultaneously. The
foot - block i s moved along the bed by rack and
pinion, and can be secured at any
point. The bed is eleven feet six inches long, and weighs 14,000 pounds.
For squaring up columns, the ways for head stock may be lengthened, and
provision made for moving head and
securing it at apy point on them. A tool-holder, with self---acting feed, for facing
hub is fur- ned when
desired.
Speed of countershaft for head, "ighteen by five-inch tight and loose pulleys,,1 0
revolutions per minute.
Spe& Hof countershaft for foot-block, sixteen by four and a-halfinch tight and loose
pulleys, 120 revolutions
per minute.
.PULLEY LATHE.
An Improved Injector.
Mr. Meehan, •superintendent of the motive power and machinery of the
Cincinnati, New Orleans & Texas Railroad,
is using an injector invented by Frank C. Smith, which contains several novel
features. The leading aim in
designing the injector has been to make an instrument capable of a wide feed
range, and the end has been so
successfully carried out that this injector can feed a maximum stream of 3,600
gallons an hour, or a minimum of
200 gallons an hour. This varied feed range is better than anything that can be
done with the best locomotive
pump.
Inquiries on Making Steel Ordnance.
The committee appointed by the United States Senate to inquire into the facilities
of our private manufacturing
establishments for producing heavy steel ordnance has got to work. They have sent
out circulars to manufacturers
which call for information on the leading points. The answers are required to bring
out the capacity of our
principal iron works, and the quality of steel they are able to produce, to what tests
it has been subjected,
and by whom the tests were made. The report of the Gun Foundry Board, which
recently inquired into thementioned;
also whether they could make the machines described„ and at what cost. They.are
asked to give their experience
in the use of steam-hammers and hydraulic forging presses, and their impressions
of the
relative value of the two systems in doing heavy iron or steel work; also as to the
merits of compressing the
liquid metal in the mould immediately after it has been cast by means of the
hydraulic press.
The committee has held one meeting in the Fifth Avenue Hotel, New York. They
now intend visiting the leading
iron works and inspecting the processes they wish to learn something about. So far
as building
the special tools needed to manufacture
modern steel ordnance is .concerned we can inform the committee that the steel
makers are not the proper parties
to do that work. In Europe the lines of specialties in doing
skill and proper facilities are provided to get the work done properly. In this country,
however, first class
establishments are devoted entirely to the line they make their specialty, and works
that produce good steel
ingots do not trouble themselves with machine making. That is left to first-class
machine-making works, which
are numerous and perfectly competent to produce in the
best style any machine ever devised for in-
dustrial purposes. To good machine tool makers the Senate Committee had then
better apply for information, if
they wish to learn accurately the cost of any special machine that the country may
need to employ in making
system of making steel ordnance
in Europe machine work are not so closely drawn as is submitted to our steel
makers, and they they are in this country, and it is nothing are requested to state
whether they have uncommon
there for metallurgical establish-any, and which of the machine-tools and ments to
have a side mechanical
depart-other facilities for making guns therein ment where their tools are made, and




AMERICANACI-3INIST [AUGUST 30, 1.884
P1TU ll1P1 (1 THE PRATT & WHITNEY CO.
11 JI1L1I1I U 1111 U.IJUIIi~11LTi'OI~ll, CUNN.
- DIANUFACTUAEIi9 OF
Machinists'Tools
r FORGING and FINISHING MACHINERY
~~III
Of the Finest Description, including
FIXTURES, MILLS, SMALL TOOLS & GAUGES For 1lallulacturers of Gulls, SIWiub
Machivos, an other articles of siolilar natilre rc(luiriiiz i1iercila1gcahi1ity of Darts.
THE BILLINCS&SPENCER CO.,$g~T.s.A.oaa•,
Manufacturers of all
of f I S WETMDeseriptionii.IIWbI
]FULLEY BLOCK TRAVELERS,
WITH WESTON'S DIFFERENTIAL PULLEY BLOCKS,
ANY CAPACITY.
_.- The bridge has longitudinal motion on thetracks,
•.. ~;f and the trolley transverse motion on the bridge, so
Pica I _ate +, t+hninnrlmnvl-e ninkarliinotanvnoint between
TOOL GRINDING MACHINE, With Cutter Sharpening Attachment.
Price, with everythill1 shows in cut, $125.
BO RINGi—NDTURNING MILL
6, 7, 8, 10, '12, 14 and 16
FEET SWING.
The Pray Mfg. Co., reports—" Can bore and I . ______ J1,j. '' i turn a Pulley
S feet diameter, 26 inch face,
trim the edges and face the hub in 8 hours.
Handling included."
Buckeye Engine Co.--"Can bore and turn a
c. Buckey
Pulley 12 feet diameter, 27 inch face, in 17 hours, including handling."
iLJti'i, Porter Mfg. Co.—'We are using your mill
for boring cylinders, and find it does quicker work and more accurate than any Lutlie.
Cylinders bored on this machine are absolutely perfect, as near as we can measure.
NILES TOOL WORKS, HAO11 IO.
F.astcsrn Warerooms. 2ti S. Sixth St., T hila., fit.
This Machine is the same as one we build, with Cutter iarpening Attachment in addition.
This attachment is r use on straight, spiral or cotter mills, and angular cutters. le straight
or spiral mills are held upon a sleeve and moved ist the wheel, the tooth being guided
by a rest set to give
e proper clearance. The bevel cutters are held upon a ece adjustable to any angle,
being guided by tooth rest
on the straight or spiral mills. Cutters up to 4 inches long id 5 inches in diameter can be
ground. The attachment 6n be instantly attached or detached. Wrenches accommy the
apparatus. Weig4t of Machine, prepared for shipment, 300 lbs.
PROVIDENCE, R. I.
MANUFACTURERS OF
MACHINERY AND TOOLS.
Finished Screw Clamp, Die and Common
Plates and Dies -~ Lathe Dogs,
- g
Genuine Packer Ilih ~~~~im Combination Pliers,
Ratchet Drills, . Leach's Patent
Billings' Patentle Action =
Doub """""'' Thread - Cutting Tools,
Ratchet Drills, Tap ' Barwick Pipe
Rate p
and Reamer Wrenches, nIaeliiiiists' ('lamps. Wrenches.
WARNER $r SWASEY, ' t ll,
Machine Tools w Brass Work.
¢~~ORD STEAM~'O~
BROWN & SHARPE MFG. CO,
PROVIDENCE, R. I.
MANUFACTURERS OF
MACHINERY AND TOOLS.
Phis Machine Is the same as one we build, with Cutter arpening Attachment in addition.
This attachment is r use on straight, spiral or cotter mills, and angular cutters. ie straight
or spiral mills are held upon a sleeve and moved Est the wheel, the tooth being guided
by a rest set to give e proper clearance. The bevel cutters are held upon a
ace adjustable to any angle, being guided by tooth rest
on the straight or spiral mills. Cutters up to 4 inches long Ld 5 Inches in diameter can be
ground. The attachment
n be instantly attached or detached. Wrenches accom-
~ny the apparatus. Weight of Machine, prepared for ship.
mt. 300lbs.
TOOL CRINDINC MACHINE, PIice, with everything shown in cut, $125. With Cutter
Sharpening Attachment.
BORINGANDTURNING MILLS
6, 6, 7, 8, 10, 12, 74 and 16
FEET SWING.
The Pray 1VIfg, Co., reports—' ` Can bore and turn a Pulley 8 feet diameter, 26 inch
face,
trim the edges and face the hub in 8 hours.
Handling included."
Buckeye Engine Co.—"Can bore and turn a Pulley 12 feet diameter, 27 Inch face, In 17
hours, including handling."
Porter Mfg. Co.—"We are using your mill for boring cylinders, and find it does quicker
work and more accurate than any Lai he. Cylinders bored on this machine are
absolutely perfect, as near as we can measure.
NILES TOOL WORKS 3" OHIO N°
Eastern Warerooms. 22 S. Sixth St., Phila., Pa-
~LOCK TRAVELERS,
]PULLEY
WITH WESTON'S DIFFERENTIAL PULLEY BLOCKS. ANY CAPACITY.
_ms~Fml_,.~}The bridge has longitudinal motion on the tracks, and the trolley transverse
motion on the bridge, so
that the load maybe picked up at any point betweenMACFtI1N IS ..L LAUGUST 8O,
1884
THE PRATT & WHITNEY CO.
HARTFORD, CONK.
,iANVFACTUBERS. eF
Machinists' Tools,
,'. FORGING and FINISHING MACHINERY
_ Of the Finest Description, including
FIXTURES, MILLS, SMALL TOOLS & GAUGES For lannfaciurers of GanIS, Sewing
Machines, and other articles of similar nature requiring interchangeability of Darts.
THE BILLINCS &SPENCER CO., U.ss.AOaa.,
Manufacturers of all
of Descriptions.
Finished Screw Clamp, Die and Common
Plates and Dies, Lathe Dogs,
Genuine Packer Combination Pliers,
Ratchet Drills, Beach's Patent
Billings' Patentble Action Thread - Cutting Tools,
Dou
Ratchet Drills, Tap Barwick Pipe
and Reamer Wrenches, lrIachiinist$' Clamps. Wrenches.
WARNER & SWASEY,
Machine Tools 2. BrassWork.
PULLEY BLOCK TRAVELERS,
WITH WESTON'S DIFFERENTIAL PULLEY BLOCKS,
ANY CAPACITY.
— ._ - The bridge has longitudinal motion on the tracks,
and the trolley transverse motion on the bridge, so
_ that the load maybe picked up at any point between
pTK .f the tracks, raised to•any height, and laid down at i > j';r Y
anyothcrpoint.
y~ x Plans and Estimates furnished on application.
?H~ YALE & TOWN: MT G CO.,
—~—` STAMFORD CONN.
PULLEY BLOCK T R RAVELE,
NEW YORK, BOSTON, PHILADELPHIA, CHICAGO,
62 READE ST. I 224 FRANKLIN ST. 15 N. SIXTH ST. I 64 LAKE ST.
General Crane Catalogues on Application.
G.A. GRAY, Jr, 8z CO.,
42 E. Eighth Street, Cincinnati, 0.,
MANUFACTURERS OF
30 In. x 30 In. PLANERS.
241n. x 24 in. PLANERS
26 in. SWING LATHES. .,_
_~ 18 in. SWING LATHES.
97 to 113 E. GOULD & E.E. GARVYN 8i C.
EBERHARDT 139 & 141 Centre St., New York, A venue,
NEWARK,
N. J.
PATENT SHAPERS,
Quick Adjustable Stroke.
Can be changed while in motion.
Wt1~. A
STEAM\
PUNCHING PRESSES, s. M. ALLEN, PRESIDENT.
Dies anti W. B..~' KLIN, VICE-PRESIDENT.
other 'fools
f far the all J. B. p1&g0g SgOggTAEY.
of
\jvUjf~~Jir facture of all
kinds of
SHEET METAL -
HAMMERS GOODS,
Drop Forgingo,ko. vs mss, ~y w
ffii ^-a , z cs Z E., O ao
Stiles & Parker Press Co I I W m n O
y Conuown,
BRA1W ~1 A
FACTORY AND OFFICE, 59 DUANE STREET, N. T. c~ C7 CS 00
THE BUFFALO STEEL FOUNDRY, N~YH~~
ORDERS AND CORRESPONDENCE PRATT 4& LETCHWORT ,
SOLICITED. I Proprietors.
We have the following new and second-hand tools for 'immediate
delivery or on short notice.
NEW. SECOND-HAND.
Engine Lathes Screw-Cutting—Three 26.in. Swing, Engine Lathes, Screw-Cutting—
Three 18 in. Swing,
10, 12 and 14 ft. bed ; four 24 in. Swing, 10 to 20 ft. 8 ft. bed, Lodge, Barker; two 16
in. Swing, 6 ft,
bed; six 19 in. Swing, 6 to 12 ft. bed; six 15 in. x 6 bed, Ames & Perkins ;one 12 in
Swing, 5 ft. bed.
ft. Fox Turret Lathes; six 16 in. x 6 ft. Fox Turret Read; one 15 in. Swing, 5 ft. bed, B.
G. Turret
Lathes; six 14 in. x 5 ft. Hand-Speed Lathes; six Lathe, Lodge, Barker.
13 in. x 5 ft. Plain Turret Lathes; three 19 in. x 6 i Shapers—One 18 in. Stroke,
Prentiss; one 15 in.
ft. Turret Chucking Lathes. Stroke, Hendey.
Planers—One 24 in. x 24 in. x 6 ft., Hendey; one
The above are all our own make. I 22 in. x 22 in. x 5 ft., Powell.
LODGE,
N. W. COR. EOOLESTON AVE. & 6TH ST., CINCINNATI, OHIO.
M. CARPENTER = ITh=iI i1Th fV'',
' PAWTUCKET.R.I. -_.. s
Manufacturers of
Machii~st
INCLUDING
MILLING MACHINES, DRILL PRESSES, HAND LATHES, &c.
We make three
sizes of this Vise,
with steel jaws and screws. Screw and cap covered with
sheet steel to prevent
wear from dust and
dirt.
See&tor Catalogue.
P1TU ll1P1 (1 THE PRATT & WHITNEY CO.
11 JI1L1I1I U 1111 U.IJUIIi~11LTi'OI~ll, CUNN.
- DIANUFACTUAEIi9 OF
Machinists'Tools
r FORGING and FINISHING MACHINERY
~~III
Of the Finest Description, including
FIXTURES, MILLS, SMALL TOOLS & GAUGES For 1lallulacturers of Gulls, SIWiub
Machivos, an other articles of siolilar natilre rc(luiriiiz i1iercila1gcahi1ity of Darts.
THE BILLINCS&SPENCER CO.,$g~T.s.A.oaa•,
Manufacturers of all
of f I S WETMDeseriptionii.IIWbI
]FULLEY BLOCK TRAVELERS,
WITH WESTON'S DIFFERENTIAL PULLEY BLOCKS,
ANY CAPACITY.
_.- The bridge has longitudinal motion on thetracks,
•.. ~;f and the trolley transverse motion on the bridge, so
Pica I _ate +, t+hninnrlmnvl-e ninkarliinotanvnoint between
TOOL GRINDING MACHINE, With Cutter Sharpening Attachment.
Price, with everythill1 shows in cut, $125.
BO RINGi—NDTURNING MILL
6, 7, 8, 10, '12, 14 and 16
FEET SWING.
The Pray Mfg. Co., reports—" Can bore and I . ______ J1,j. '' i turn a Pulley
S feet diameter, 26 inch face,
trim the edges and face the hub in 8 hours.
Handling included."
Buckeye Engine Co.--"Can bore and turn a
c. Buckey
Pulley 12 feet diameter, 27 inch face, in 17 hours, including handling."
iLJti'i, Porter Mfg. Co.—'We are using your mill
for boring cylinders, and find it does quicker work and more accurate than any Lutlie.
Cylinders bored on this machine are absolutely perfect, as near as we can measure.
NILES TOOL WORKS, HAO11 IO.
F.astcsrn Warerooms. 2ti S. Sixth St., T hila., fit.
This Machine is the same as one we build, with Cutter iarpening Attachment in addition.
This attachment is r use on straight, spiral or cotter mills, and angular cutters. le straight
or spiral mills are held upon a sleeve and moved ist the wheel, the tooth being guided
by a rest set to give
e proper clearance. The bevel cutters are held upon a ece adjustable to any angle,
being guided by tooth rest
on the straight or spiral mills. Cutters up to 4 inches long id 5 inches in diameter can be
ground. The attachment 6n be instantly attached or detached. Wrenches accommy the
apparatus. Weig4t of Machine, prepared for shipment, 300 lbs.
PROVIDENCE, R. I.
MANUFACTURERS OF
MACHINERY AND TOOLS.
Finished Screw Clamp, Die and Common
Plates and Dies -~ Lathe Dogs,
- g
Genuine Packer Ilih ~~~~im Combination Pliers,
Ratchet Drills, . Leach's Patent
Billings' Patentle Action =
Doub """""'' Thread - Cutting Tools,
Ratchet Drills, Tap ' Barwick Pipe
Rate p
and Reamer Wrenches, nIaeliiiiists' ('lamps. Wrenches.
WARNER $r SWASEY, ' t ll,
Machine Tools w Brass Work.
¢~~ORD STEAM~'O~
BROWN & SHARPE MFG. CO,
PROVIDENCE, R. I.
MANUFACTURERS OF
MACHINERY AND TOOLS.
Phis Machine Is the same as one we build, with Cutter arpening Attachment in addition.
This attachment is r use on straight, spiral or cotter mills, and angular cutters. ie straight
or spiral mills are held upon a sleeve and moved Est the wheel, the tooth being guided
by a rest set to give e proper clearance. The bevel cutters are held upon a
ace adjustable to any angle, being guided by tooth rest
on the straight or spiral mills. Cutters up to 4 inches long Ld 5 Inches in diameter can be
ground. The attachment
n be instantly attached or detached. Wrenches accom-
~ny the apparatus. Weight of Machine, prepared for ship.
mt. 300lbs.
TOOL CRINDINC MACHINE, PIice, with everything shown in cut, $125. With Cutter
Sharpening Attachment.
BORINGANDTURNING MILLS
6, 6, 7, 8, 10, 12, 74 and 16
FEET SWING.
The Pray 1VIfg, Co., reports—' ` Can bore and turn a Pulley 8 feet diameter, 26 inch
face,
trim the edges and face the hub in 8 hours.
Handling included."
Buckeye Engine Co.—"Can bore and turn a Pulley 12 feet diameter, 27 Inch face, In 17
hours, including handling."
Porter Mfg. Co.—"We are using your mill for boring cylinders, and find it does quicker
work and more accurate than any Lai he. Cylinders bored on this machine are
absolutely perfect, as near as we can measure.
NILES TOOL WORKS 3" OHIO N°
Eastern Warerooms. 22 S. Sixth St., Phila., Pa-
~LOCK TRAVELERS,
]PULLEY
WITH WESTON'S DIFFERENTIAL PULLEY BLOCKS. ANY CAPACITY.
_ms~Fml_,.~}The bridge has longitudinal motion on the tracks, and the trolley transverse
motion on the bridge, so
that the load maybe picked up at any point betweenMACFtI1N IS ..L LAUGUST 8O,
1884
THE PRATT & WHITNEY CO.
HARTFORD, CONK.
,iANVFACTUBERS. eF
Machinists' Tools,
,'. FORGING and FINISHING MACHINERY
_ Of the Finest Description, including
FIXTURES, MILLS, SMALL TOOLS & GAUGES For lannfaciurers of GanIS, Sewing
Machines, and other articles of similar nature requiring interchangeability of Darts.
THE BILLINCS &SPENCER CO., U.ss.AOaa.,
Manufacturers of all
of Descriptions.
Finished Screw Clamp, Die and Common
Plates and Dies, Lathe Dogs,
Genuine Packer Combination Pliers,
Ratchet Drills, Beach's Patent
Billings' Patentble Action Thread - Cutting Tools,
Dou
Ratchet Drills, Tap Barwick Pipe
and Reamer Wrenches, lrIachiinist$' Clamps. Wrenches.
WARNER & SWASEY,
Machine Tools 2. BrassWork.
PULLEY BLOCK TRAVELERS,
WITH WESTON'S DIFFERENTIAL PULLEY BLOCKS,
ANY CAPACITY.
— ._ - The bridge has longitudinal motion on the tracks,
and the trolley transverse motion on the bridge, so
_ that the load maybe picked up at any point between
pTK .f the tracks, raised to•any height, and laid down at i > j';r Y
anyothcrpoint.
y~ x Plans and Estimates furnished on application.
?H~ YALE & TOWN: MT G CO.,
—~—` STAMFORD CONN.
PULLEY BLOCK T R RAVELE,
NEW YORK, BOSTON, PHILADELPHIA, CHICAGO,
62 READE ST. I 224 FRANKLIN ST. 15 N. SIXTH ST. I 64 LAKE ST.
General Crane Catalogues on Application.
G.A. GRAY, Jr, 8z CO.,
42 E. Eighth Street, Cincinnati, 0.,
MANUFACTURERS OF
30 In. x 30 In. PLANERS.
241n. x 24 in. PLANERS
26 in. SWING LATHES. .,_
_~ 18 in. SWING LATHES.
97 to 113 E. GOULD & E.E. GARVYN 8i C.
EBERHARDT 139 & 141 Centre St., New York, A venue,
NEWARK,
N. J.
PATENT SHAPERS,
Quick Adjustable Stroke.
Can be changed while in motion.
Wt1~. A
STEAM\
PUNCHING PRESSES, s. M. ALLEN, PRESIDENT.
Dies anti W. B..~' KLIN, VICE-PRESIDENT.
other 'fools
f far the all J. B. p1&g0g SgOggTAEY.
of
\jvUjf~~Jir facture of all
kinds of
SHEET METAL -
HAMMERS GOODS,
Drop Forgingo,ko. vs mss, ~y w
ffii ^-a , z cs Z E., O ao
Stiles & Parker Press Co I I W m n O
y Conuown,
BRA1W ~1 A
FACTORY AND OFFICE, 59 DUANE STREET, N. T. c~ C7 CS 00
THE BUFFALO STEEL FOUNDRY, N~YH~~
ORDERS AND CORRESPONDENCE PRATT 4& LETCHWORT ,
SOLICITED. I Proprietors.
We have the following new and second-hand tools for 'immediate
delivery or on short notice.
NEW. SECOND-HAND.
Engine Lathes Screw-Cutting—Three 26.in. Swing, Engine Lathes, Screw-Cutting—
Three 18 in. Swing,
10, 12 and 14 ft. bed ; four 24 in. Swing, 10 to 20 ft. 8 ft. bed, Lodge, Barker; two 16
in. Swing, 6 ft,
bed; six 19 in. Swing, 6 to 12 ft. bed; six 15 in. x 6 bed, Ames & Perkins ;one 12 in
Swing, 5 ft. bed.
ft. Fox Turret Lathes; six 16 in. x 6 ft. Fox Turret Read; one 15 in. Swing, 5 ft. bed, B.
G. Turret
Lathes; six 14 in. x 5 ft. Hand-Speed Lathes; six Lathe, Lodge, Barker.
13 in. x 5 ft. Plain Turret Lathes; three 19 in. x 6 i Shapers—One 18 in. Stroke,
Prentiss; one 15 in.
ft. Turret Chucking Lathes. Stroke, Hendey.
Planers—One 24 in. x 24 in. x 6 ft., Hendey; one
The above are all our own make. I 22 in. x 22 in. x 5 ft., Powell.
LODGE,
N. W. COR. EOOLESTON AVE. & 6TH ST., CINCINNATI, OHIO.
M. CARPENTER = ITh=iI i1Th fV'',
' PAWTUCKET.R.I. -_.. s
Manufacturers of
Machii~st
INCLUDING
MILLING MACHINES, DRILL PRESSES, HAND LATHES, &c.
We make three
sizes of this Vise,
with steel jaws and screws. Screw and cap covered with
sheet steel to prevent
wear from dust and
dirt.
See&tor Catalogue.
American Machinist August 30 1884, vol. 7 no. 35.
Pratt & (and) Whitney cutter grinder and Pulley lathe, Steel
ordinance, Steam boiler maintaince and saftey Page 1
Pratt & (and) Whitney cutter grinder and Pulley lathe, Steel
ordinance, Steam boiler maintaince and saftey Page 1
Machinist VOL 7 No 35 AUGUST 30 1884 ad pg 16 bottom ad.txt
PULLEY BLOCK TRAVELERS,
WITH WESTON'S DIFFERENTIAL PULLEY BLOCKS,
~j— ANY CAPACITY.
The bridge has longitudinal motion on the tracks, and the trolley transverse motion on the bridge, so that the load may be
picked up at any point between
pT~ the tracks, raised to•any height, and laid down at
t :iu rx' any other point.
„7 Plans and Estimates furnished on application.
OWNS M'F'G N,,
PULLEY BLOCK TRAVELER. ` TAMF0RD, CONN.
NEW YORK, BOSTON, PHILADELPHIA, I CHICAGO,
62 READE ST. I 224 FRANKLIN ST. 15 N. SIXTH ST. 64 LAKE ST. General Crane Catalogues on Application.
G. A. GRAY, Jr, & CO.,
42 E. Eighth Street, Cincinnati, 0.,
MANUFACTURERS OF
80 in. x 80 In. PLANERS.
1w, 24 in. x 24 in. PLANERS.
___--- 26 in. SWING LATHES.
19 in. SWING LATHES.
97 to 113
E.E. garvin & co machinists tools
•
E. GOULD &.EBERHARDT
139 & 141 Centre St., New York,
Avenue,
ZGanuPactnrera of
NEWARK, — W
K. J.
9
INCLUDING
MILLING IIACHINES, DRILL PRESSES, HAND LATHES, &e.
9
PATENT SHAPERS,
Quick Adjustable Stroke.
Can be changed while in motion.
=
P U N C H I N G PRESSES, J. M. ALLEN, PRESIDENT.
Dies and W. B. A!R.ANKLLN, VIUS-PRnIDENT.
akl J.. , pIBBOE, Sw=TAEY.
ROP;Bother
HAMMERS SHEET METAL
GOODS,
Drop Forguga,&o
liliddletown, p~ z "~ E W f' S
Stiles & Parker Press Co., Cenn, ~; F II am 0° 0 c o
BRANCH FACTOEY AND OFFI0E, 59 DUANE STREET, N. Y.
THE BUFFALO STEEL FOUNDRY,BUN. Y.
ORDERS AND CORRESPONDENCE PRATT cC LETCHWORTH,
SOLICITED.
Proprietors.
We have the following new and second-hand tools for 'immediate delivery or on short notice.
NEW.
SECOND-HAND.
Engine Lathes Screw-Cutting—Three 26,in. Swing, Engine Lathes, Screw-Cutting—Three 18 in. Swing,
10, 12 and 14 fit. bed; four 24 in Swing, 10 to 20 ft. 8 ft. bed, Lodge, Barker; two 16 in. Swing, 6 ft.
bed; six 19 in. Swing, 6 to 12 ft. bed ; six 15 in. x 6 bed, Ames & Perkins ; one 12 in Swing, 5 ft. bed.
ft. Fox Turret Lathes ; six 16 in. x 6 ft. Fox Turret Read; one 15 in. Swing, 5 ft. bed, B. G. Turret
Lathes; six 14 in. x 5 ft. Hand-Speed Lathes ; six Lathe, Lodge, Barker.
13 in. x 5 ft. Plain Turret Lathes ; three 19 in. x 6 Shapers—One 18 in. Stroke, Prentiss; one 15 in. ft. Turret Chucking
Lathes. Stroke, Hendey.
Planers—One 24 in. x 24 in. x 6 ft., Hendey; one The above are all our own make. 22 in. x 22 in. x 5 ft., Powell.
LODGE,BARKER & CO
N. W. COR. EGGLESTON AVE. & 6TH ST., CINCINNATI, OHIO.
We make three
sizes of this Vise,
with steel jaws and screws. Screw and cap covered with sheet steel to prevent wear from dust and
dirt.
Bead for Catalogao.
/A~D
Q
PULLEY BLOCK TRAVELERS,
WITH WESTON'S DIFFERENTIAL PULLEY BLOCKS,
~j— ANY CAPACITY.
The bridge has longitudinal motion on the tracks, and the trolley transverse motion on the bridge, so that the load may be
picked up at any point between
pT~ the tracks, raised to•any height, and laid down at
t :iu rx' any other point.
„7 Plans and Estimates furnished on application.
OWNS M'F'G N,,
PULLEY BLOCK TRAVELER. ` TAMF0RD, CONN.
NEW YORK, BOSTON, PHILADELPHIA, I CHICAGO,
62 READE ST. I 224 FRANKLIN ST. 15 N. SIXTH ST. 64 LAKE ST. General Crane Catalogues on Application.
G. A. GRAY, Jr, & CO.,
42 E. Eighth Street, Cincinnati, 0.,
MANUFACTURERS OF
80 in. x 80 In. PLANERS.
1w, 24 in. x 24 in. PLANERS.
___--- 26 in. SWING LATHES.
19 in. SWING LATHES.
97 to 113
E.E. garvin & co machinists tools
•
E. GOULD &.EBERHARDT
139 & 141 Centre St., New York,
Avenue,
ZGanuPactnrera of
NEWARK, — W
K. J.
9
INCLUDING
MILLING IIACHINES, DRILL PRESSES, HAND LATHES, &e.
9
PATENT SHAPERS,
Quick Adjustable Stroke.
Can be changed while in motion.
=
P U N C H I N G PRESSES, J. M. ALLEN, PRESIDENT.
Dies and W. B. A!R.ANKLLN, VIUS-PRnIDENT.
akl J.. , pIBBOE, Sw=TAEY.
ROP;Bother
HAMMERS SHEET METAL
GOODS,
Drop Forguga,&o
liliddletown, p~ z "~ E W f' S
Stiles & Parker Press Co., Cenn, ~; F II am 0° 0 c o
BRANCH FACTOEY AND OFFI0E, 59 DUANE STREET, N. Y.
THE BUFFALO STEEL FOUNDRY,BUN. Y.
ORDERS AND CORRESPONDENCE PRATT cC LETCHWORTH,
SOLICITED.
Proprietors.
We have the following new and second-hand tools for 'immediate delivery or on short notice.
NEW.
SECOND-HAND.
Engine Lathes Screw-Cutting—Three 26,in. Swing, Engine Lathes, Screw-Cutting—Three 18 in. Swing,
10, 12 and 14 fit. bed; four 24 in Swing, 10 to 20 ft. 8 ft. bed, Lodge, Barker; two 16 in. Swing, 6 ft.
bed; six 19 in. Swing, 6 to 12 ft. bed ; six 15 in. x 6 bed, Ames & Perkins ; one 12 in Swing, 5 ft. bed.
ft. Fox Turret Lathes ; six 16 in. x 6 ft. Fox Turret Read; one 15 in. Swing, 5 ft. bed, B. G. Turret
Lathes; six 14 in. x 5 ft. Hand-Speed Lathes ; six Lathe, Lodge, Barker.
13 in. x 5 ft. Plain Turret Lathes ; three 19 in. x 6 Shapers—One 18 in. Stroke, Prentiss; one 15 in. ft. Turret Chucking
Lathes. Stroke, Hendey.
Planers—One 24 in. x 24 in. x 6 ft., Hendey; one The above are all our own make. 22 in. x 22 in. x 5 ft., Powell.
LODGE,BARKER & CO
N. W. COR. EGGLESTON AVE. & 6TH ST., CINCINNATI, OHIO.
We make three
sizes of this Vise,
with steel jaws and screws. Screw and cap covered with sheet steel to prevent wear from dust and
dirt.
Bead for Catalogao.
/A~D
Q

American Machinist August 30 1884, vol. 7 no. 35.
Page 16 (Back Page)
ads. E. GOULD & EBERHARDT ,E.E. GARVIN & CO.
NILES TOOL WORKS BROWN & SHARPE MFG. CO,
G. A. GRAY, Jr, & CO. E. GOULD &.EBERHARD.
N. W. COR. EGGLESTON AVE. & 6TH ST., CINCINNATI, OHIO.
LODGE BARKER & CO. Buckeye Engine Co
Page 16 (Back Page)
ads. E. GOULD & EBERHARDT ,E.E. GARVIN & CO.
NILES TOOL WORKS BROWN & SHARPE MFG. CO,
G. A. GRAY, Jr, & CO. E. GOULD &.EBERHARD.
N. W. COR. EGGLESTON AVE. & 6TH ST., CINCINNATI, OHIO.
LODGE BARKER & CO. Buckeye Engine Co


It's 1884,
You read about Alaska becomeing a U.S. territory, The
1st long-distance telephone call, Boston-New York is
made, and Construction begins on Chicago 1st skyscraper
Your are working in the then high tech. machine shops,
making steam engine parts on the lathe, humming the
new song you herd at the local establishment,
Drop the Pink Curtains by Henry Clay Work
You read about Alaska becomeing a U.S. territory, The
1st long-distance telephone call, Boston-New York is
made, and Construction begins on Chicago 1st skyscraper
Your are working in the then high tech. machine shops,
making steam engine parts on the lathe, humming the
new song you herd at the local establishment,
Drop the Pink Curtains by Henry Clay Work

VOL. 7, No. 35.
WEEKLY.
NEW YORK, AUGUST 30, 1884.
$2.50 per Annum.
SINGLE COPIES, 6 CENTS.
A JOURNAL FOR MACHINISTS, ENGINEERS, FOUNDERS, BOILER MAKERS, PATTERN MAKERS AND BLACKSMITHS.
VOL. 7, No. 35. NEW YORK, AUGUST 30, 1884. $2.50 per Annum.
WEEKLY. SINGLE COPIES, 5 CENTS.
COPYRIGHT, 1894, BY AMERICAN MACHINIST PUBLiSHING COMPANY. For Sale Everywhere by Newsdealers.
ENTERED POST OFFICE, NEW YORK, AS SECOND CLASS MATTER.
New Machine Tools by the Pratt & Whitney Company.
The cutter grinder shown is furnished with three complete fixtures for holding milling cutters, and shell or
solid reamers, of either cylindrical or conical form, and having either straight, beveled or spiral teeth. The
several fixtures are fitted to slide on a platen which is adjustable, vertically, by means of a screw and hand
wheel, to suit all ordinary sizes of cutters and reamers. One of these fixtures is a pair of reamer-holding
centers, taking solid reamers up inches
, to four in
diameter and thirteen inches long, for grinding tapers up to four inches to the foot. The guide rests against
the tooth which is being ground, gaugina work perfectly, even though the teeth e irregularly spaced. The
spindle, of steel, running in genuine babbitt boxes, has a cone with two grades, and is adapted to carry either
small grindstones or emery-wheels. The countershaft has 6x24 inch tight and loose pulleys, and should make 480
revolutions per minute. Weight of machine, including countershaft, aboub 4W pounds`.
The pulley lathe swings fifty inches over bed, but can be made to swing sixty inches. It has a range of speeds
suitable for turning sixteen to forty-eight inches diameter, and will turn the face of pulleys straight,
crowning, or of any desired shape from a former. It can be made with two tool-rests, one in front and one in the
rear, so that turningcUTTER GRINDER.
mentioned; also whether they could make skill and proper facilities are provided to get the machines described,
; and at what cost, the work done properly. In this country,
CUTTER GRINDER.
of wachine, including countershaft, aboub
4f0 pounds.
PULLEY LATHE.
The pulley lathe swings fifty inches over bed, but can be made to swing sixty inches. It has a range
of speeds suitable for turning sixteen to forty-eight inches diameter, and will turn the face of
pulleys straight, crowning, or of any desired shape from it former. It can be made with two tool-rests,
one in front and one in I Inc I,ar, so that turningsystem of making steel ordnance in Europe is
submitted to our steel makers, and they are requested to state whether they have any, and which of
the machine-tools and other facilities for making guns therein
machine work are not so closely drawn as they are in this country, and it is nothing uncommon there
for metallurgical establishments to have a side mechanical department where their tools are made,
and
of machine, including countershaft, aboutr 4b 2 poundsThe pulley lathe swings fifty inches over bed, but can be made to swing sixty inches. It has a range of
speeds
suitable for turning sixteen to forty-eight inches diameter, and will turn the face of pulleys straight,
crowning, or of any desired shape from a former. It can be made with two tool-rests, one in front and one in the
rear, so that turning and finishing can be done with one operation. The tool-rests have self-acting feed of
twenty-two inches in all directions. The foot-block is fitted with revolving spindle and
independent driving gear, with suitable boring speeds, so that the machine can turn and bore simultaneously. The
foot - block i s moved along the bed by rack and
pinion, and can be secured at any
point. The bed is eleven feet six inches long, and weighs 14,000 pounds.
For squaring up columns, the ways for head stock may be lengthened, and provision made for moving head and
securing it at apy point on them. A tool-holder, with self---acting feed, for facing hub is fur- ned when
desired.
Speed of countershaft for head, "ighteen by five-inch tight and loose pulleys,,1 0 revolutions per minute.
Spe& Hof countershaft for foot-block, sixteen by four and a-halfinch tight and loose pulleys, 120 revolutions
per minute.
.
,An Improved Injector.
'Mr. Meehan, -superintendent of the motive power and machinery of the Cincinnati,
New Orleans & Texas Railroad, is using an injector invented by Frank C. Smith, which contains
several novel features. The leading aim in designing the injector has been to make an instrument
capable of a wide feed range, and the end has been so successfully carried out that this injector
can feed it maximum stream of 3,600 gallons an hour, or a minimum of 200 gallons an hour.
This varied feed range is better than anything that can be done with the best locomotive pump.
Inquiries on Making Steel Ordnance.
The committee appointed by the United States Senate to inquire into the facilities of our private manufacturing
establishments for producing heavy steel ordnance has got to work. They have sent out circulars to manufacturers
which call for information on the leading points. The answers are required to bring out the capacity of our
principal iron works, and the quality of steel they are able to produce, to what tests it has been subjected,
and by whom the tests were made. The report of the Gun Foundry Board, which recently inquired into thementioned;
also whether they could make the machines described„ and at what cost. They.are asked to give their experience
in the use of steam-hammers and hydraulic forging presses, and their impressions of the
relative value of the two systems in doing heavy iron or steel work; also as to the merits of compressing the
liquid metal in the mould immediately after it has been cast by means of the hydraulic press.
The committee has held one meeting in the Fifth Avenue Hotel, New York. They now intend visiting the leading
iron works and inspecting the processes they wish to learn something about. So far as building
the special tools needed to manufacture
modern steel ordnance is .concerned we can inform the committee that the steel makers are not the proper parties
to do that work. In Europe the lines of specialties in doing
skill and proper facilities are provided to get the work done properly. In this country, however, first class
establishments are devoted entirely to the line they make their specialty, and works that produce good steel
ingots do not trouble themselves with machine making. That is left to first-class machine-making works, which
are numerous and perfectly competent to produce in the
best style any machine ever devised for in-
dustrial purposes. To good machine tool makers the Senate Committee had then better apply for information, if
they wish to learn accurately the cost of any special machine that the country may need to employ in making
system of making steel ordnance
in Europe machine work are not so closely drawn as is submitted to our steel
makers, and they they are in this country, and it is nothing are requested to state whether they have uncommon
there for metallurgical establish-any, and which of the machine-tools and ments to have a side mechanical
depart-other facilities for making guns therein ment where their tools are made, and
Steam boilers
Steam Boilers.
By GEORGE MARSHALL.
A CHAPTER DEVOTED EXCLUSIVELY TO THE INTeRESTS OF STEAM USERS.
Information and advice for the benefit of, steam users, to guide them in their purchase of a steam boiler, has
from time to time been given through the columns of the AMERICAN MACHINIST, and while some of the advice may
have fallen on stony ground, it is reasonable to suppose that more may have fallen on good ground. On the
supposition that a repetition of advice on the subject of boiler purchase and construction may be
objectionable—although the subject is not exhausted, or, in fact, half ventilated—I would ask the
working pressure, if under periodical inspection= ultimate strength, if not under
independent inspection J do.of a steam boiler, has from time to time been given through the columns of the
AMERICAN MAORINIST, and while some of the advice may have fallen on stony ground, it is reasonable to suppose
that more may have fallen on-good ground. On the supposition that a repetition of advice on the subject of boiler
purchase and construction may be objectionable—although the subject is not exhausted, or, in fact,
half ventilated—I would ask the attention of the steam user to a consideration of the fact that from the moment a
boiler is put in use until its condemnation,
it is constantly depreciating in value and
strength, and is becoming more and
more, not alone an object of weak-
ness, but an element of danger. As
the newspapers from time to time
contain full accounts of disasters
caused by boiler explosions, the
writer need not be considered an
alarmist if, in his feeble way, he
points out as he understands% them
the causes and preventives of boiler
explosions.
working pressure,
if under periodical inspection= ultimate strength, if not under
independent inspection 1 do.of a steam boiler, has from time to time been given through the columns of the
AMERICAN MACHINIST, and while some of the advice may have fallen on stony ground, it is reasonable to suppose
that more may have fallen on-good ground. On the supposition that a repetition of advice on the subject of
boiler purchase and construction may be objectionable—although the subject is not exhausted, or, in fact, half
ventilated—I would ask the attention of the steam user to a consideration of the fact that from the moment a
boiler is put in use until its condemnation, it is con-
stantly depreciating in value and
strength, and is becoming more and
more, not alone an object of weak-
ness, but an element of danger. As
the newspapers from time to time
contain full accounts of disasters
caused by boiler explosions, the
writer need not be considered an
alarmist if, in his feeble way, he
points out as he understands. them
the causes and preventives of boiler
explosions.
Boilers explo~e only from over-
pressure. There is no mystery about
it. The theories of powerful gases
generated or caused by the abseil
of air; the power and danger of
"wedge" formed from steam gen-
eration or surface coating of water,
and many other ideas of this kind
to envelop the causes of boiler ex-
plosions, all have their believers;
but it is not this class of people for
whom this article is written, but
for those only who look for a natural solution of those disasters, the effects of which have carried grief into
so many homes and financial disaster to many whose entire capital was invested in their boiler, engine,
and machinery—the savings of a lifetime destroyed in a moment. By over-pressure it must not be understood
that a pressure is meant so far removed from the average working pressure of the boiler, as it is the
pressure employed over and above what the boiler was capable of carrying at the time of the disaster.
This may be caused by improper construction on the part of the builder, improper method of repairing
when repairs were resorted to, or a deterioration infor those only who look for a natural solution of those disasters, the effects of which have carried grief into
so many homes and financial disaster to many whose entire capital was invested in their boiler, engine, and
machinery—the savings of a lifetime destroyed in a moment. By over-pressure it must not be understood that a
pressure is meant so far removed from the average working pressure of the boiler, as it is the pressure employed
over and above what the boiler was capable of carrying at the time of the disaster. This may be caused by
improper construction on the part of the builder, improper method of repairing when repairs were resorted to, or
a deterioration in
.